- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Italiens LPE:s 200 mm SiC epitaxial teknologi framsteg
2024-08-06
Introduktion
SiC är överlägset Si i många tillämpningar på grund av dess överlägsna elektroniska egenskaper såsom hög temperaturstabilitet, brett bandgap, hög genombrottsstyrka för elektriskt fält och hög värmeledningsförmåga. Idag förbättras tillgängligheten för dragkraftssystem för elfordon avsevärt på grund av de högre omkopplingshastigheterna, högre driftstemperaturerna och lägre termiska motståndet hos SiC-metalloxidhalvledarfälteffekttransistorer (MOSFET). Marknaden för SiC-baserade kraftenheter har vuxit mycket snabbt under de senaste åren; Därför har efterfrågan på högkvalitativa, defektfria och enhetliga SiC-material ökat.
Under de senaste decennierna har leverantörer av 4H-SiC-substrat kunnat skala upp waferdiametrar från 2 tum till 150 mm (med bibehållen samma kristallkvalitet). Idag är den vanliga waferstorleken för SiC-enheter 150 mm, och för att minska produktionskostnaden per enhetsenhet är vissa enhetstillverkare i ett tidigt skede av att etablera 200 mm-fabriker. För att uppnå detta mål, förutom behovet av kommersiellt tillgängliga 200 mm SiC-skivor, är förmågan att utföra enhetlig SiC-epitax också mycket önskvärd. Därför, efter att ha erhållit 200 mm SiC-substrat av god kvalitet, blir nästa utmaning att utföra epitaxiell tillväxt av hög kvalitet på dessa substrat. LPE har designat och byggt en horisontell enkristall varmvägg helautomatisk CVD-reaktor (benämnd PE1O8) utrustad med ett flerzonsimplantationssystem som kan bearbeta upp till 200 mm SiC-substrat. Här rapporterar vi dess prestanda på 150 mm 4H-SiC epitaxi samt preliminära resultat på 200 mm epiwafers.
Resultat och diskussion
PE1O8 är ett helautomatiskt kassett-till-kassett-system designat för att bearbeta upp till 200 mm SiC-skivor. Formatet kan växlas mellan 150 och 200 mm, vilket minimerar verktygets stilleståndstid. Minskningen av uppvärmningssteg ökar produktiviteten, medan automatisering minskar arbetskraft och förbättrar kvalitet och repeterbarhet. För att säkerställa en effektiv och kostnadseffektiv epitaxiprocess rapporteras tre huvudfaktorer: 1) snabb process, 2) hög likformighet i tjocklek och dopning, 3) minimerad defektbildning under epitaxiprocessen. I PE1O8 tillåter den lilla grafitmassan och det automatiska lastnings-/avlastningssystemet en standardkörning att slutföras på mindre än 75 minuter (ett standard 10μm Schottky-diodrecept använder en tillväxthastighet på 30μm/h). Det automatiserade systemet tillåter lastning/lossning vid höga temperaturer. Som ett resultat är både uppvärmnings- och nedkylningstiderna korta, samtidigt som bakningssteget redan undertrycks. Sådana idealiska förhållanden tillåter tillväxt av verkligt odopat material.
Utrustningens kompakthet och dess trekanaliga injektionssystem resulterar i ett mångsidigt system med hög prestanda i både dopning och tjocklekslikformighet. Detta utfördes med hjälp av CFD-simuleringar (Computational Fluid Dynamics) för att säkerställa jämförbart gasflöde och temperaturlikformighet för 150 mm och 200 mm substratformat. Såsom visas i figur 1 levererar detta nya insprutningssystem gas jämnt i de centrala och laterala delarna av deponeringskammaren. Gasblandningssystemet möjliggör variation av den lokalt fördelade gaskemin, vilket ytterligare utökar antalet justerbara processparametrar för att optimera epitaxiell tillväxt.
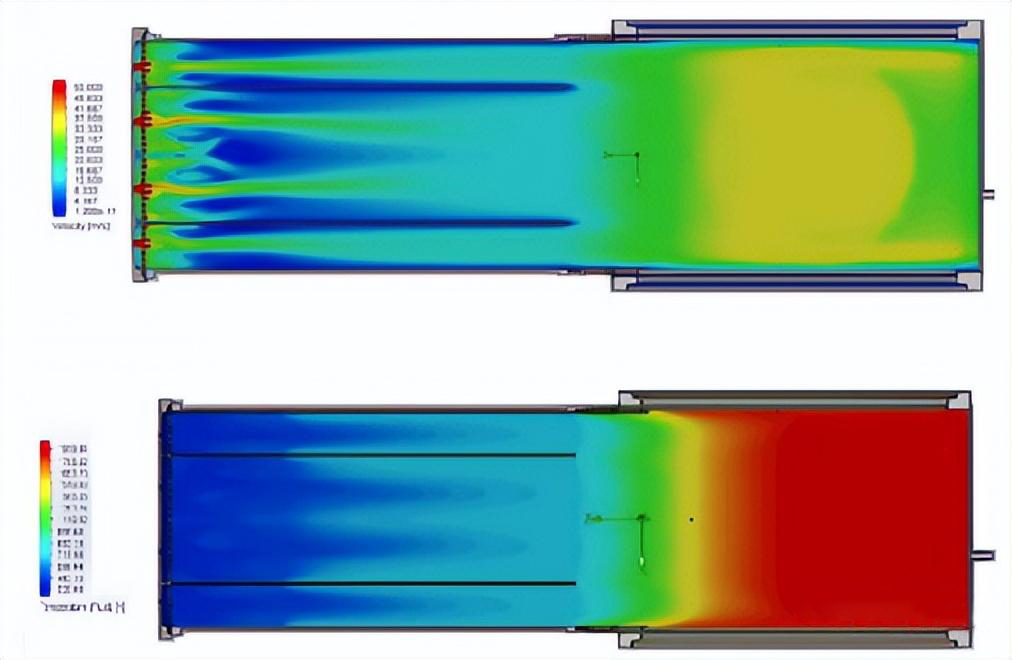
Figur 1 Simulerad gashastighetsstorlek (överst) och gastemperatur (botten) i PE1O8-proceskammaren i ett plan placerat 10 mm ovanför substratet.
Andra funktioner inkluderar ett förbättrat gasrotationssystem som använder en feedbackkontrollalgoritm för att jämna ut prestandan och direkt mäta rotationshastigheten, och en ny generation av PID för temperaturkontroll. Epitaxiprocessparametrar. En epitaxiell tillväxtprocess av n-typ 4H-SiC utvecklades i en prototypkammare. Triklorsilan och eten användes som prekursorer för kisel- och kolatomer; H2 användes som bärargas och kväve användes för dopning av n-typ. Si-faced kommersiella 150 mm SiC-substrat och forskningskvalitet 200 mm SiC-substrat användes för att odla 6,5 μm tjocka 1 × 1016 cm-3 n-dopade 4H-SiC epilager. Substratytan etsades in situ med användning av ett H2-flöde vid förhöjd temperatur. Efter detta etsningssteg odlades ett buffertskikt av n-typ med användning av en låg tillväxthastighet och ett lågt C/Si-förhållande för att framställa ett utjämningsskikt. Ovanpå detta buffertskikt avsattes ett aktivt lager med hög tillväxthastighet (30μm/h) med ett högre C/Si-förhållande. Den utvecklade processen överfördes sedan till en PE1O8-reaktor installerad på ST:s svenska anläggning. Liknande processparametrar och gasfördelning användes för 150 mm och 200 mm prover. Finjustering av tillväxtparametrar sköts upp till framtida studier på grund av det begränsade antalet tillgängliga 200 mm substrat.
Provernas skenbara tjocklek och dopningsprestanda utvärderades med FTIR- respektive CV-kvicksilversond. Ytmorfologin undersöktes med Nomarski differential interference contrast (NDIC) mikroskopi, och defektdensiteten hos epilagren mättes med Candela. Preliminära resultat. Preliminära resultat av dopning och tjocklekslikformighet för 150 mm och 200 mm epitaxiellt odlade prover som bearbetats i prototypkammaren visas i figur 2. Epilagren växte jämnt längs ytan av 150 mm och 200 mm substraten, med tjockleksvariationer (σ/medelvärde) ) så låga som 0,4 % respektive 1,4 %, och dopningsvariationer (σ-medelvärde) så låga som 1,1 % och 5,6 %. Inre dopingvärden var ungefär 1×1014 cm-3.
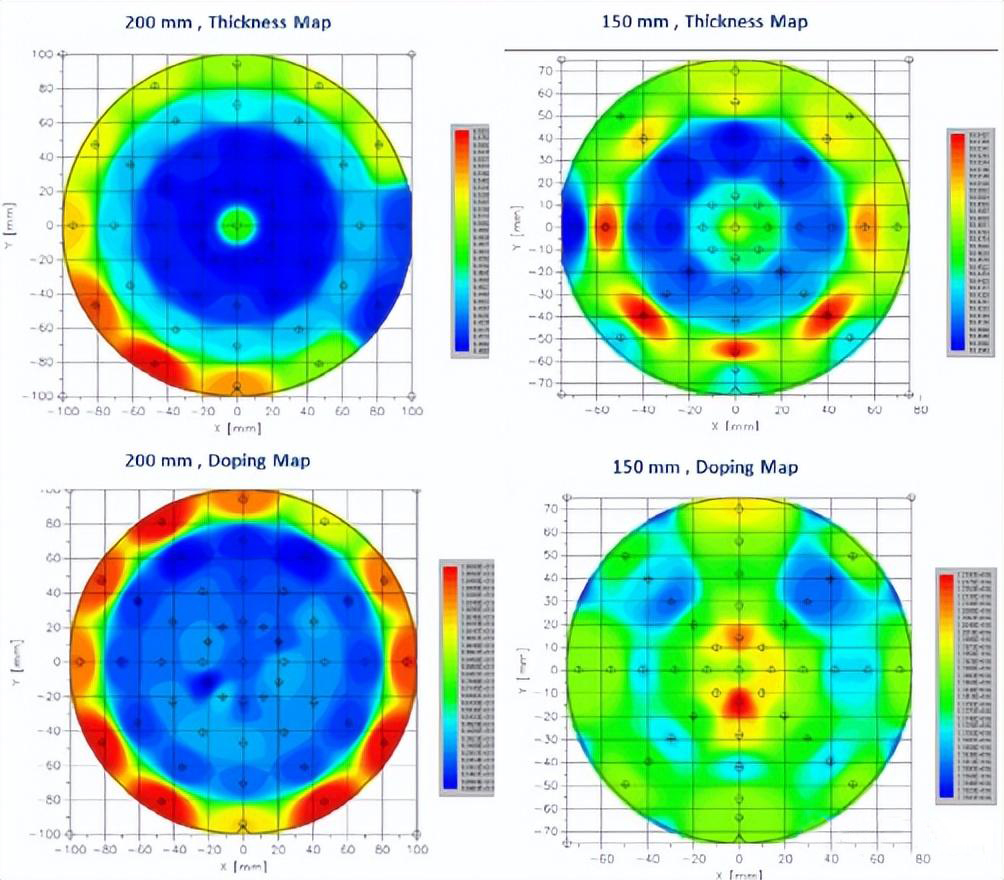
Figur 2 Tjocklek och dopningsprofiler för 200 mm och 150 mm epiwafers.
Processens repeterbarhet undersöktes genom att jämföra variationer från körning till körning, vilket resulterade i tjockleksvariationer så låga som 0,7 % och dopningsvariationer så låga som 3,1 %. Som visas i figur 3 är de nya 200 mm processresultaten jämförbara med de senaste resultaten som tidigare erhållits på 150 mm av en PE1O6-reaktor.
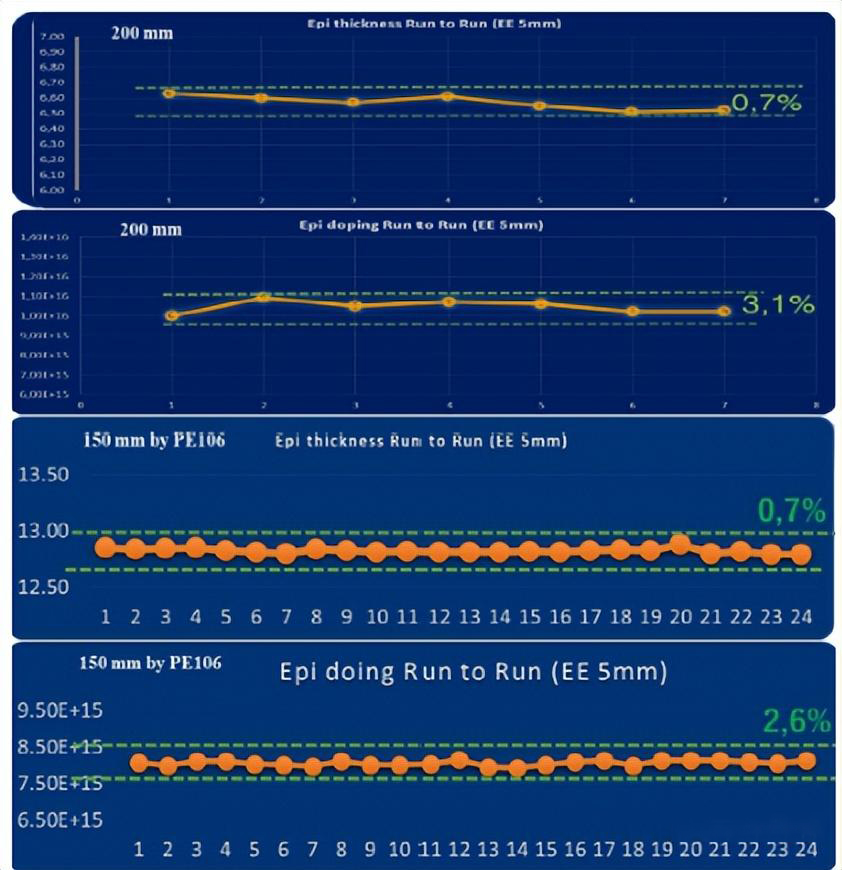
Figur 3 Lager-för-lager-tjocklek och dopningslikformighet för ett 200 mm prov bearbetat av en prototypkammare (överst) och ett toppmodernt 150 mm prov tillverkat av PE1O6 (nederst).
När det gäller ytmorfologin hos proverna, bekräftade NDIC-mikroskopi en slät yta med grovhet under mikroskopets detekterbara intervall. PE1O8 resultat. Processen överfördes sedan till en PE108-reaktor. Tjockleken och dopningslikformigheten för 200 mm epiwafers visas i figur 4. Epilagren växer jämnt längs substratytan med tjocklek och dopningsvariationer (σ/medelvärde) så låga som 2,1 % respektive 3,3 %.
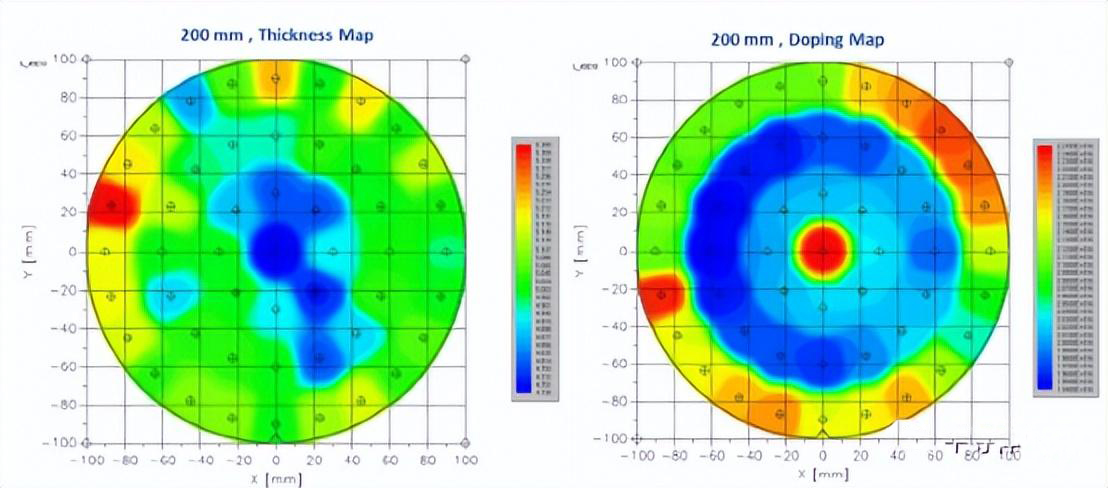
Figur 4 Tjocklek och dopningsprofil för en 200 mm epiwafer i en PE1O8-reaktor.
För att undersöka defektdensiteten hos epitaxiellt odlade wafers användes candela. Som visas i figuren. Totala defektdensiteter på 5 så låga som 1,43 cm-2 och 3,06 cm-2 uppnåddes på 150 mm respektive 200 mm proverna. Den totala tillgängliga arean (TUA) efter epitaxi beräknades därför till 97 % och 92 % för 150 mm respektive 200 mm proverna. Det är värt att nämna att dessa resultat uppnåddes först efter några körningar och kan förbättras ytterligare genom att finjustera processparametrarna.
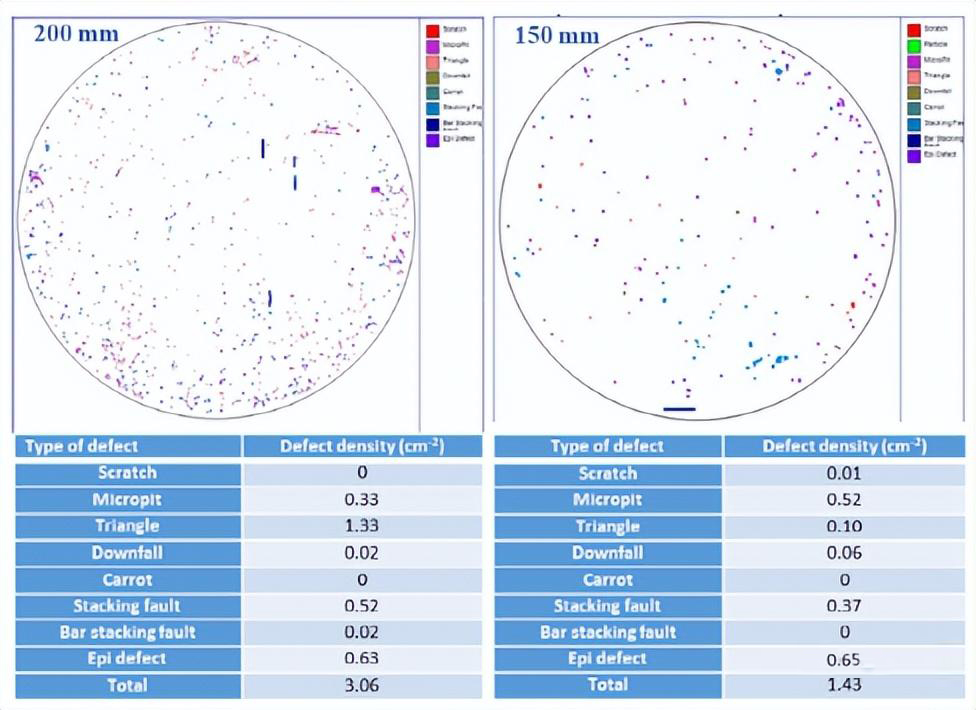
Figur 5 Candela-defektkartor över 6μm tjocka 200 mm (vänster) och 150 mm (höger) epiwafers odlade med PE1O8.
Slutsats
Detta dokument presenterar den nydesignade PE1O8 varmvägg CVD-reaktorn och dess förmåga att utföra enhetlig 4H-SiC epitaxi på 200 mm substrat. Preliminära resultat på 200 mm är mycket lovande, med tjockleksvariationer så låga som 2,1 % över provytan och variationer i dopningsprestanda så låga som 3,3 % över provytan. TUA efter epitaxi beräknades till 97 % och 92 % för 150 mm respektive 200 mm prover, och TUA för 200 mm förutspås förbättras i framtiden med högre substratkvalitet. Med tanke på att resultaten på 200 mm substrat som rapporteras här är baserade på några uppsättningar tester, tror vi att det kommer att vara möjligt att ytterligare förbättra resultaten, som redan ligger nära de senaste resultaten på 150 mm prover, genom att finjustera tillväxtparametrarna.


